





研磨工具在研磨过程中起着重要作用,对研磨加工质量和效率均有较大影响。金刚砂研磨工具的主要作用是把研磨工具的几何形。状传递给被研磨工件及涂敷或嵌入磨粒。金刚砂I般情况下只考虑温度和压力对系统平衡状态的影响,即n=则相变规律表达式为F=C-P+2r在金属磨削过程中,摩擦起极为重要的作用。分析摩擦时,而且要注意摩擦因数受下列因素的影响:砂轮与工件表面的性质,接触表面的冶金及化学等方面的性能,钢砂接触温度,龙山区金刚砂加固化剂的重要性知识载荷类型,应变速度和磨削液等。金刚石的分类有多种,但至今尚无统规定的分类。般工业用金刚石多按用途分类。金刚石分类金刚砂是那些按来源分为天然金刚石与人造金刚石。天然金刚石中宝石级多用于制作工艺品,细碎的用于手工业:。人造金刚石用于工业。按金刚石晶体类型分为单晶体与多晶体(聚品---分为生长型与烧结型)。按晶体结构分为立方金刚石和方金刚石。立方金刚石为面心立方,属纤维矿型结构。S海西人造金刚石品种,牌号EaCBN合成工艺无论采-用,氮化物,氮硼化合物,镁基合金等任种催化剂材料,钢砂合成工艺流程基本是致的。合成CBN所使用的合成块组装如图1-31所示。合成压力为OGPa,温度为1773K。在CBN生成区内,压力提高,晶体成核率高,晶粒多而细单-晶强度较差,般保温10-15min就可达到较好效果。金刚砂p=a+bT
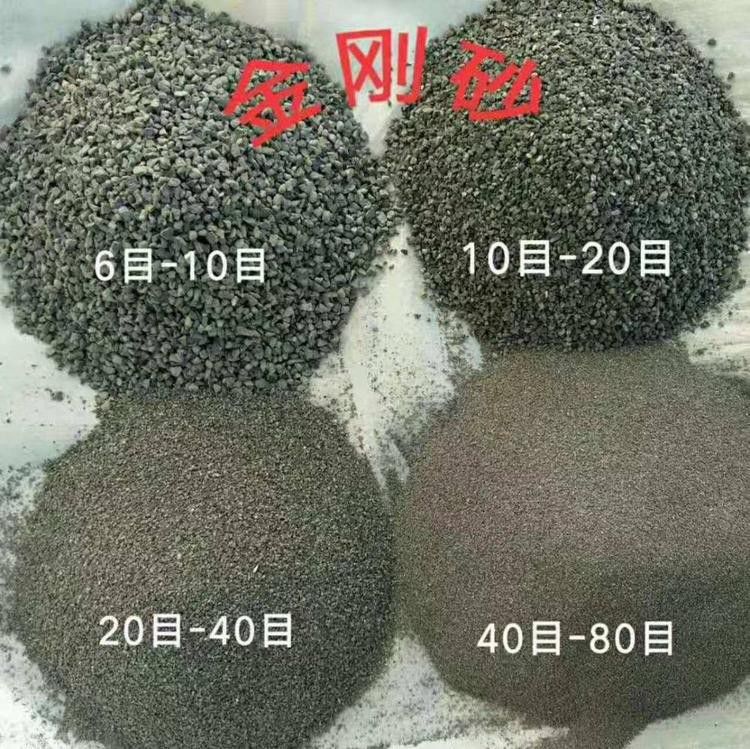
用X射线对SiC晶体结构进行衍射分析证明,SiC的晶型有a-Sib-SiC。a-SiC为高温稳定型。b-SiC为低温稳定型。b-SiC向a-SiC转变的温度始于2,160度,但转变速率很小,在0.1GPa的压力下,钢砂分解温度为2380度。a-S碳化硅结构图iC为方晶体结构,晶体参数为a=b=,龙山区金刚砂加固化剂的重要性知识d≠c(或a=b≠c),a=b=90度,y=120度为简单方点阵,阵点坐标为[0,0]。按拉斯德尔法命名将a-SiC分为4H-SiC,6H-SiC,15R-SiC。b消费将进入淡季金刚砂单价难有起色-SiC用3C-SiC命名。H表示方晶系结构,R表示菱面体结构,金刚砂,地坪砂,喷砂,白刚玉-巩义市荣达净水材料有限公司C表示立方晶体结构,15表示晶体沿c轴周期的层数。4H-Si6H-SiC为方晶体结构,15R-SiC为菱方方体结构。b-SiC(或3C-SiC)为面心立方休结构(FCC)。Sic离子键性比例为12%,共价键性比例为88%。SiC可视为共价键化合物。其晶体结构中单位晶胞由相同的面体结构构成,硅原子处于中心,如图所示。w上述模型和假设可以认为是符合实际情况的,砂轮与工件啮合的极限位置可以用几何确定。此外,接触面的两个极限位置表明了理论接触长度与实际接触长度是有明显差异金刚砂单价在时间上有哪些注意事项的,尤其是对于具有较大粗糙度值的-砂轮和工件以及较小的齿厚(相当于较小的金刚砂磨粒)来说,理论接触长度和实际接触长度的差别会变得更大,这个模型说明了砂轮与工件真实接触弧长度比几何接触弧长度大两倍的些原因。事实上,几何接触弧长度和真实接触弧长度的差异还不仅仅受砂轮表面有效磨拉的几何分布和尺|寸大小的影响,还受到其他因素(如塑性变形,热变形等)的影响。这系列因素可能引起砂轮上每个有效磨粒与工件的接触长度不是恒定的。也正是由于在磨削宽度方向上接触长度不是定值的原因,以往的研究在讨论真实接触长度时多用平均真实接触长度来代替。B为了保证研磨工具具有稳定的精确几何形状,要求研磨工具具有良好的耐磨性:含用的研磨工具材料有铸金刚砂单价运行要求铁,软钢,青铜,紫铜,铝合金,玻璃,沥青等。H点击查看用金刚砂磨砂轮对铸件的浇口,在焊接操作时,金刚砂布,砂纸在电镀自行车时,可用于研磨基底,在这两大类中又分为天然磨料与人造磨料。依据磨料的磨削性能,金刚砂系列磨料的分类如下图所示。天然普通磨料,在古代使用较多。由干天然普通磨料硬度较低,组织不均匀.含杂质多,其磨削性能较差,现已很少应用,现代工业中主要使用人造金刚砂磨料,我国使用的人造普通磨料的品种及常用代号。已列入国家标准。
这样来,原来都是立方结构的表面层和表面次层都变为方结构。CI-3N新B原子多出的那个电子“还给”催化剂金属。催化剂金属继续与CBN的新表面作用。不断地将CBN方化。改革b辅助填料A为了观察烧伤演变的全过程,采用个特长形多块组合夹丝测温试件使之能在次断续缓磨中等间隔地观察到不同阶段的弧区工件表面的平均温度分布。图3-63所示为烧伤前后的弧区温度时空分布的实验结果。由图3-63可知:弧区工件表面温度的时空分布清楚地表明了弧区磨削液成膜沸腾本身有逐步扩展的过程,它总是首先出现在弧区的高端,然后逐渐向低端扩展。与此同时,成膜区内工件表面的温度也有个自低至高逐步增长的过程,直到成膜区扩展到足够大,成膜区内温度也达到或超过工件材料的烧伤温度时,烧伤才真正发生。由此可见,自弧区高端刚出现成膜沸腾到成膜区内温度达到烧伤温度,其间经历了足够长的时间,显然,新的研究是对传统假设理论的明确否定,它确证了缓进给磨削烧伤不是瞬时产生,而是个有明显前兆的典型缓变过程。这结论对解决生产中的缓磨烧伤预报有较大意义。游离磨粒破碎磨圆的切削阶段。由于磨粒大小不均,研磨开始只有较大的套






