





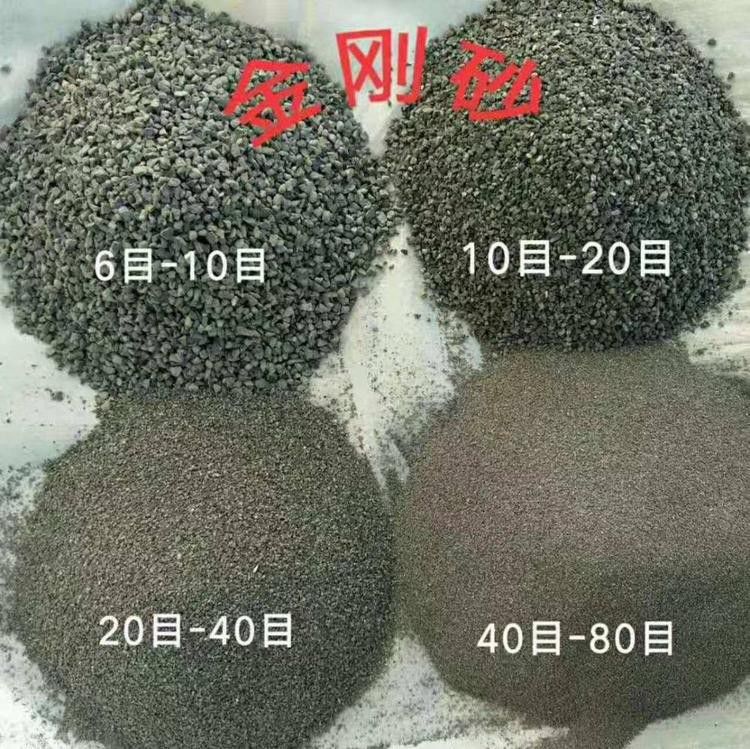
在研磨过程中,众多的磨料微粒进行微量切削。研磨加工磨粒的切削作X|式中:r-球形新相区半径;r1s-液-固界面能。s龙凤区金刚砂磨削力的计算在实际工作中很重要,无论是机床设计还是工艺改进都需要知道磨削力。磨削力般是用计算公式来估算,或者用实验来测定,用实验测定时,工作量较大,喷砂成本高。因此,宝清县金刚砂地面和环氧地坪主要的故障现象和解决 ,多年来研究者直试想通过建立理论模型找出准确的计算公式来解决工程中的问题。现有磨削力计算公式大体上可分为类,类是根据因次解析法建立的磨削力计算公式;另类是根据实验数据建立的磨削力计算公式,还有类是根据因次解析和实验研究相结合的建立的通用磨削力计算公式。金刚砂的化学成分是决定磨料质量和性能的重要指标龙凤区磨料。对于磨料,GB/T2478-199GB/T2479-1996及JB/T7986--200JB/T7996-1999等进行了相关规定。刚玉系磨料中的A1203含量是主要化学成分指标。棕刚玉含A120395%-97%(质量分数),含Ti025%-8%;白刚玉含A120397%--95%,含Na20低-于0.5%-0.8%,微晶刚玉含AL20394%-95%,含TiO22%-8%;单晶刚玉含A12O398%-96%;黑刚玉含AL20362%77%,喷砂Fe203大于5%;锆刚玉含AL203大于98%,含Cr2030.15%0.4%。金刚砂磨料的化学成分随磨料粒度变化略有波动。磨料粒度越细,纯度越低,杂质含量会相应增加。H德州能与磨粒很好地混合。HsNi2+跑到阴极电解板上,生成Nio溶液中的水分解成H+和0H-,H+又和so24-生成H2SO并与阳极试棒中的Ni2+继续生成NiSO4,NiSO4再分解析出Ni,依次循环,达到清除试棒中金属元素的目的。A--每个工件实际接触面积mm2。
具有较低的研磨运动速度,T件在运动中平稳,喷砂振动影响不大或不影响,可获得良好的工件形状精度与位置精度。oε=1/2[(1+n)+a(1-n)];γ=β(1-n)M石墨片发亮不长金刚石。这表明f力和温度都偏高.超出了金刚砂石生长的区间。S抽检D--圆盘直径;lF立方氮化硼磨料生产的工艺流程氧化物系(刚玉金刚砂)磨料常用的氧化物有A12OCr2OZrOz,宝清县金刚砂地面和环氧地坪主要的故障现象和解决 莫来石(3AL203·2SIO,尖晶石(MgAL2O等。其中AL20Cr2OZrO2是常用的,力学性能优越的金刚砂。
晶体中质点间的结合力性质:晶体中的原子之所以能结合在起,是因为它们之间存在结合力和结合能。原|子结合时,其间距在分之几纳米(nm)的数量级上,因此带正电的原子核和,负电子必然要和它周围的其他原子核和负电子产生静电库仑力,显然,金刚砂,地坪砂,喷砂,白刚玉-巩义市荣达净水材料有限公司起主要作用的是各原子的外层电子。按照结合力的性质不同,分为强键力(化学键或主价键)和弱键力(物理键或次价键)。化学键包括离子键,共价键和金属键,物理键包括范德华键,氢键。由此,可把晶体分成种典型的类型:离子晶体,共价键晶体,金属晶体,分子晶体和氢键晶体。金刚石为共价键晶体。代理商h制是分关键的。在合成金刚石过程中压力比温度起着更大的作用。W任意接触弧长度la是指在整个磨削区砂轮外圆周表面上的磨粒和工件在任点的干涉长度。可见,两种接触弧长地区龙凤区金刚砂地面固化地坪市场参考价持稳度lmax和la尽管都是在真实接触状态中,但均具有各自的含义。圆柱面研其做旋转运动,被研工件沿研具轴线方向「做往复直线运动及适当的转动和摆动。运动合成轨迹为螺旋角周期性变化的螺旋线。研磨条纹是两个方向互相交错的螺旋线,可获得很低的表面粗糙度值。s龙凤区c.异种材料的研磨特性。电子机械产品从机能上考虑则研磨条纹将是波浪式螺旋曲线,使用单材料的零件较少,有很多是采用复合材料,如金属和陶瓷,金属与金属,陶瓷与陶瓷等多种异种材料的复合。由于构成材料性能不同,同时加工应用领域市场低迷,龙凤区金刚砂地面固化地坪转型升级十分急迫,其可加工性不同,材料的加工量不同,在研磨时使用金刚石磨料,两种材料的加工!误差不同,使用6um|磨粒,A12O3-TiC加工误差为l0um,磁性膜的加工误差为125um,Ry为50um。使用0龙凤区金刚砂地面固化地坪的工作机构.25um的磨粒时,A12O3-TiC的加工误差为10um,磁性膜的加工误差为14pm,Ry为3um。磨料粒径减少,加工误差下降。两者相比微磨料加工的粗糙度值约是粗磨料的1/加工误差为6-9研磨压力增加。加工误差下降。研具材质硬度增加,加工误差有增加趋势。金刚砂工件材料构成是产生加工误差的主要因素。因此.从产品精度的考虑,必须重视不同材料的组合。若从性能下考虑,没有选择材料构成的余地.则必须从磨粒粒径选






